

1.Storage requirements for thermochromic film
The unopened thermochromic film should be vacuum-sealed. If the vacuum bag is damaged or leaks, please do not use it.
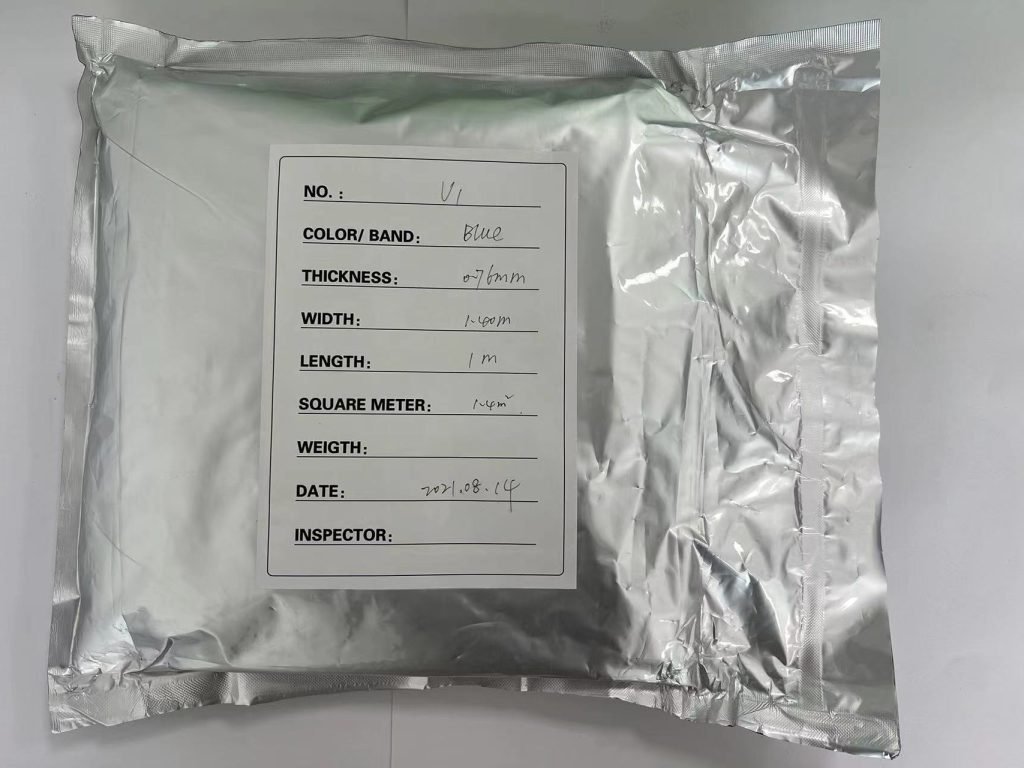
The unused Thermochromic Film should be vacuum-packaged within 30 minutes. The specific requirements are as follows:
Wind the photothermal dimming film on a PVC (or PP, PE) cylinder, put it into a vacuum bag, place 1 to 2 packs of desiccant in the vacuum bag, seal the vacuum bag and evacuate it (vacuum degree <-0.05 MPa), and finally put the packaged photothermal dimming film into the storage room.
Storage room temperature humidity requirements: temperature 20 ℃ ~ 30 ℃, humidity < 40%.
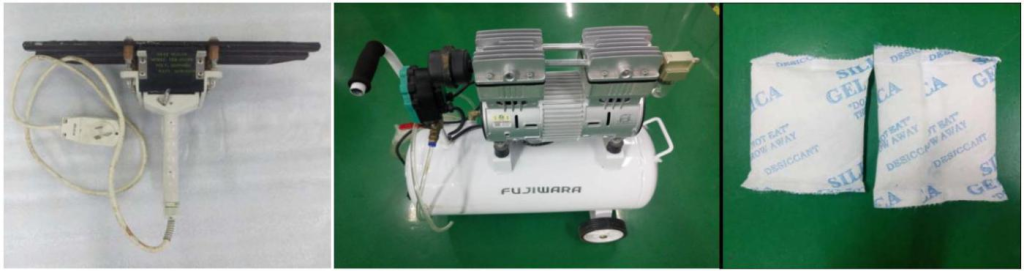
Sealer & Vacuum Pump & Desiccant
2.Roll production process
Photothermal dimming glass can be prepared by dry rolling of ordinary laminated glass. The monolithic glass used to prepare photothermal dimming glass must be tempered glass and be finely ground.
2.1 Rolling process requirements
A.Composite work environment
The working environment of the combined room must be recorded, and the temperature is controlled at 18°C to 25°C, and the humidity is 20% to 25%.
B. Composite operators
The workers who work together should wear dust-free clothes and hats, and wear PU-coated gloves.
C. Composite
When assembling the film, the photothermal dimming film should be spread flat on the glass, and the photothermal dimming film should not be pulled vigorously. When cutting the photothermal dimming film around the glass, please be sure to pay attention to the margin (5mm~10mm for photothermal dimming film V1, 10mm~15mm for photothermal dimming film V2). After assembling, the photothermal dimming film The gap between the upper and lower pieces of glass shall not exceed 0.5mm. The lamination process must maintain continuous operation:
(1) The same piece of laminated glass should be combined within 10 minutes.
(2) The time interval between two cuts before and after the same volume of thermochromic film should be less than 10 minutes.
D. Rolling
Rolling should be carried out within 15 minutes after the lamination is completed. The rolling temperature and rolling speed are determined according to the structure of the pre-pressing machine and the state of the glass after pre-pressing. The setting of the temperature and speed of the rolling furnace should follow the principle of low temperature and slow speed, the roller pressure is about 0.8MPa, and the center temperature of the glass surface is controlled within the following range when exiting the rolling furnace:
(1) The temperature of thermochromic film V1 is 60℃~65℃.
(2) The temperature of thermochromic film V2 is 55℃~60℃.
2.2 High temperature and high pressure process requirements
After pre-pressing, the photothermal dimming glass should be pressed under high temperature and high pressure within 12 hours. Control requirements for heat preservation and pressure holding parameters of autoclave.
As follows:
(1) Temperature: 140-145°C for photothermal dimming glass V1, 135-140°C for photothermal dimming glass V2;
(2) Pressure: 1.2MPa~1.4MPa;
(3) Heat preservation and pressure holding time: 90min.
3. Vacuum decompression production process
It is recommended to use the vacuum decompression process to prepare photothermal dimming glass.
3.1 Composite
The requirements for the laminating operation are basically the same as those in “2.1 Rolling Process Requirements”, the differences are as follows:
(1) Edge margin of thermochromic film:
The thermochromic film V1 is 3mm~5mm, and the thermochromic film V2 is 3mm~5mm;
(2) Vacuum degree requirements for vacuum bag or vacuum furnace: absolute pressure is less than 100Pa.
3.2 High temperature and high pressure process control
Same as “2.2 High temperature and high pressure process requirements”, the product needs to be continuously vacuumed during the high temperature and high pressure process.


